The custom resin settings menu can be accessed via the Job Settings window that opens when NexaX first boots. The Job Settings window can also be opened by clicking on the job settings card in the right hand side of the NexaX window.
Please note: It may take some trial and error to find the right parameters for third party resins. We'd recommend keeping test prints small when testing a new custom resin.
Layer Thickness

This represents the print resolution of printed parts. Layer thickness value will be automatically loaded based on the material selection. For all Nexa3D materials, the 100µm layer height print settings are chosen by default. For dental model materials 50µm print settings will be available. Some of the prototyping resins have 200µm settings configured for faster printing.
- Note: changing the layer thickness manually will not guarantee print success as you will also need to configure the corresponding exposure times and print speeds for specific print resolutions.
Base layer settings
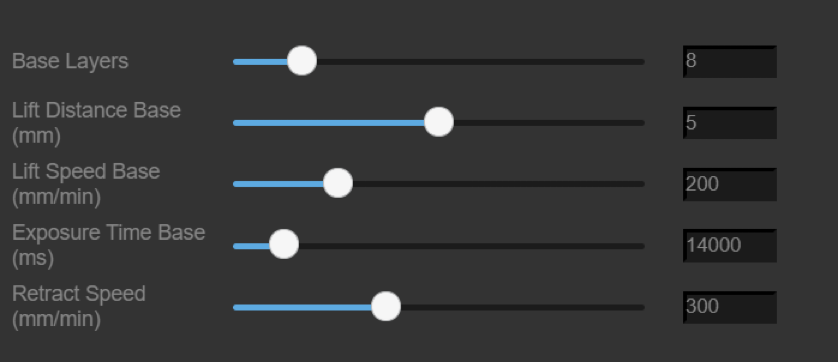
This section addresses the base layer exposure print parameters. These settings define the initial phase of your print where the parts get adhered to the build platform. In the cases where parts are not sticking well to the build platform, Increasing the number of Base Layers along with Exposure Time Base can help address such problems. Subsequently, decreasing these values could make the part removal off the build platform easier.
-
- Note: In general, we recommend not to change the default values unless you’re experiencing build platform adhesion issues.
Peeling + Lifting
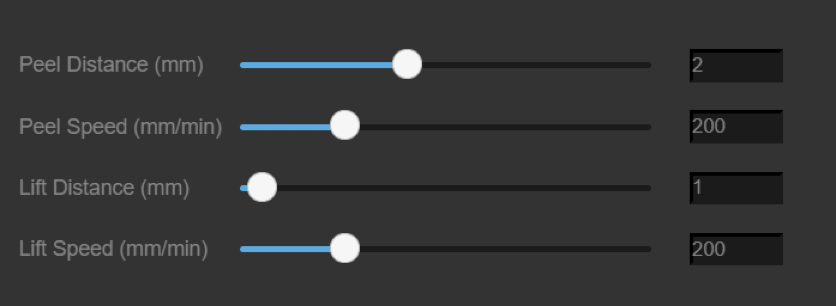
Peel and lift distances along with the corresponding speeds define how fast your parts will be printed after the initial build plate adhesion phase.
We recommend keeping the default settings unless you come across any print failure (interlayer delamination, support separation, part deformation, or missing features), in which case you can slow down the print process by increasing the peel+lift distances and decreasing the peel+lift speeds.
Wait Time (measured in seconds), and Exposure Time (measured in milliseconds) will dictate the length of the time that the printer waits to peel after exposure and the length of exposure time respectively.
bComp
bComp stands for border compensation. This feature addresses any dimensional inaccuracies caused due to undercuring/overcuring of a resin. It directly compensates for any dimensional discrepancies in parts by adding/subtracting to the borders of each sliced image of a print job. bComp is only recommended for parts with uniform wall thicknesses.
To apply bComp, take measurements of your printed part and calculate the xy offset (mm). Divide this number by two and that is the number you need to enter as the bComp input.
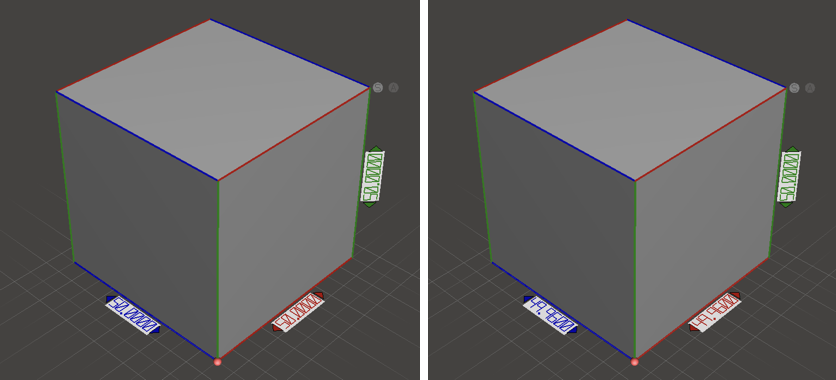
Example case of bComp: On the left is the original dimensions of the STL file (50x50x50mm). On the right is the printed model measured dimensions (49.96x49.96x50mm). Parts are under sized by 0.04mm on the X and Y dimensions. Therefore, the bComp value required to correct the under-curing is: 0.04 ÷ 2 = +0.02mm

Large Solid Part Enhancement
Large solid part enhancement feature can be used when printing large cross-sections. The recommended maximum wall thickness is 25mm. If the parts have thicker walls or cross-sections, this feature can help print those areas with improved surface finish by minimizing shrinkage and lowering high exotherm. This is implemented by separating the large cross sections into two smaller sections, inner core, and outer shell and printing them separately.
There are two fields that require users to input values in. Wall thickness threshold refers to the wall thickness threshold value at which the user would like solid part enhancement feature to be turned on. Second input, Surface enhancement, lets users define the outer wall thickness (outer shell) of the part. Based on the outer shell value, the thickness of the inner core will be calculated. During the actual printing, the inner core will be printed first per each layer, and then a second curing step will take place where the outer shell will be cured.
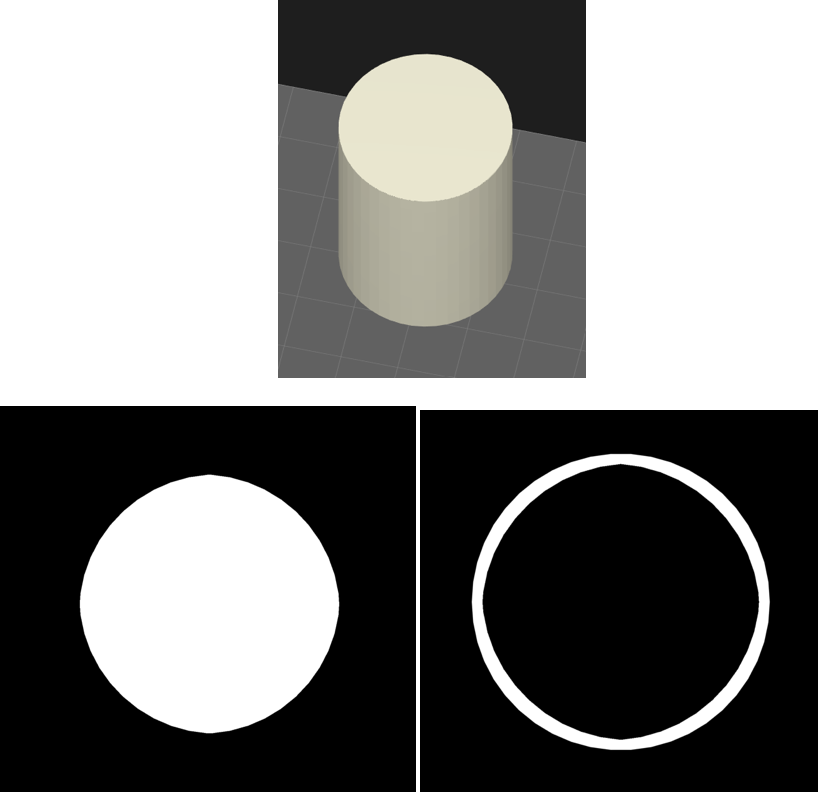
Example: 75mm diameter cylinder (top) sliced with Large Solid Part Enhancement feature. Wall thickness threshold = 10mm, Surface Enhancement = 5mm. Each layer of the cylinder is broken down into two sections, inner core (left) and outer shell (right). Outer Shell thickness is 5mm.
Support Generation – Contact Tip Width
Contact tip width is the width of the support contact point that will interface with the parts’ surface.
This value, in combination with Contact width and Contact Length parameters can create tapered support-tips that will leave a smaller indentation on the parts’ surface after support removal. By default, both Contact tip width and Contact width are set to be the same value.
We recommend keeping the Contact tip width at default value to minimize support separation and ensure maximum success for your printed parts. Users can increase the Contact width and Contact Length values to experiment creating tapered supports that best fit their applications. Please keep in mind that the Contact width should not go above the Beam thickness value.
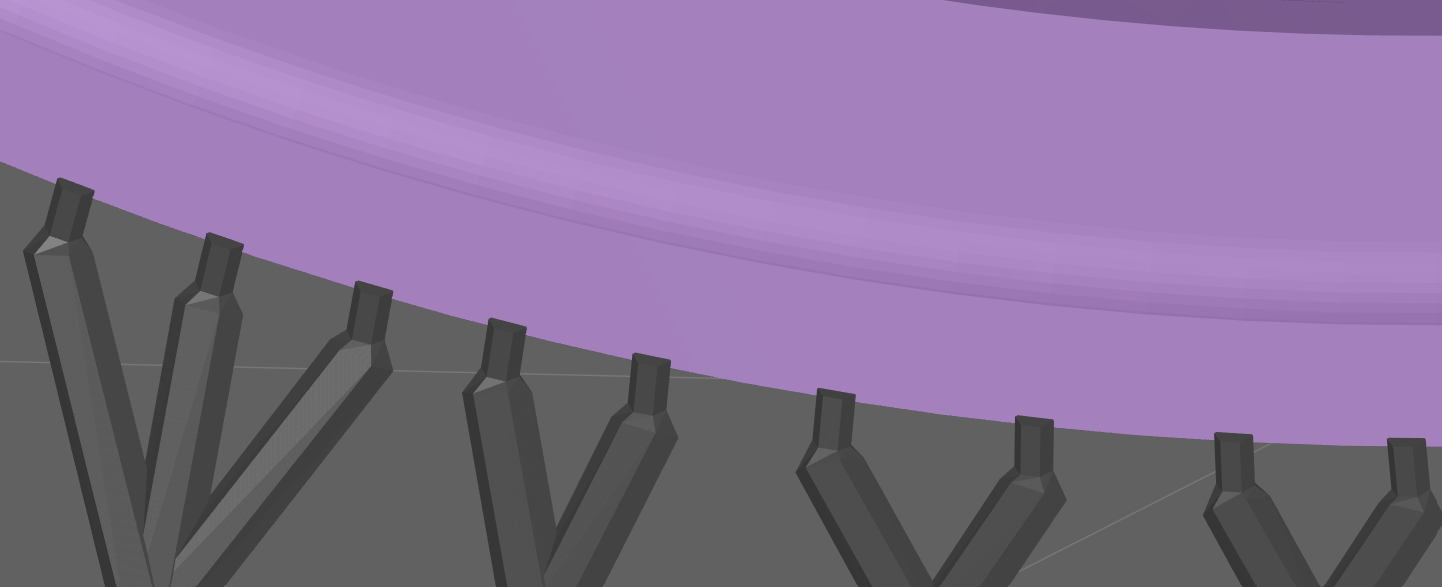
Default support settings. Identical Contact tip width and Contact width values
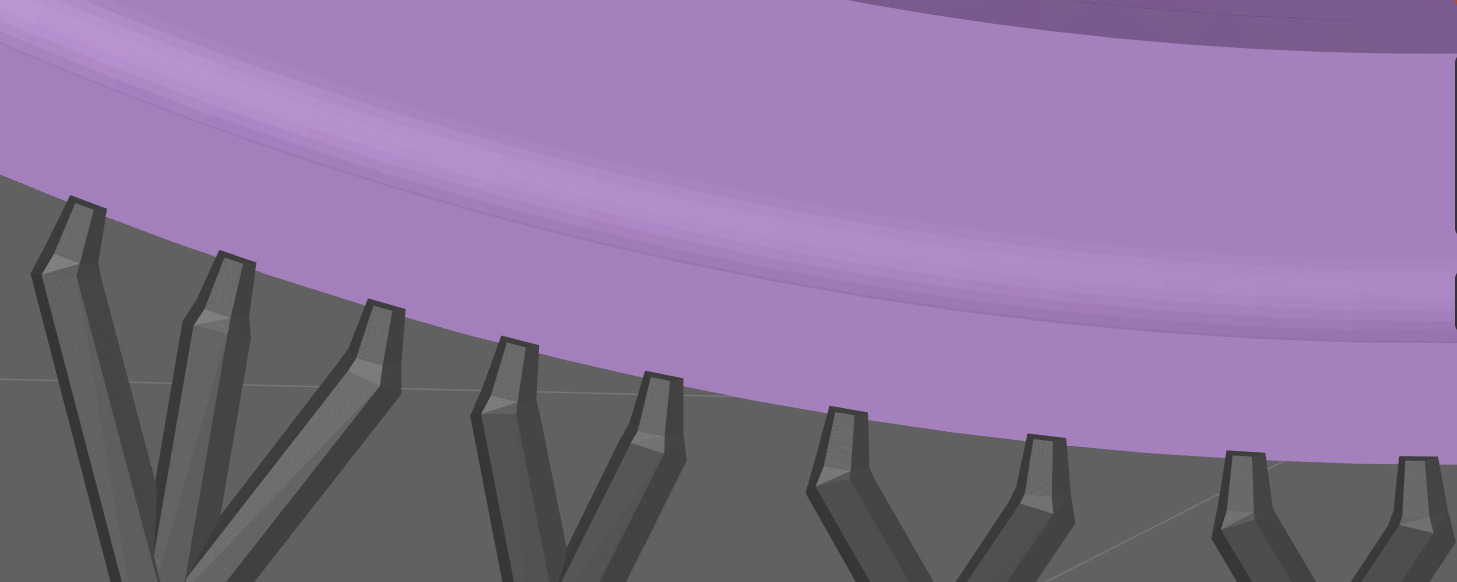
Modified support settings for tapered tips – Contact tip width = 0.5mm, Contact width = 0.7mm
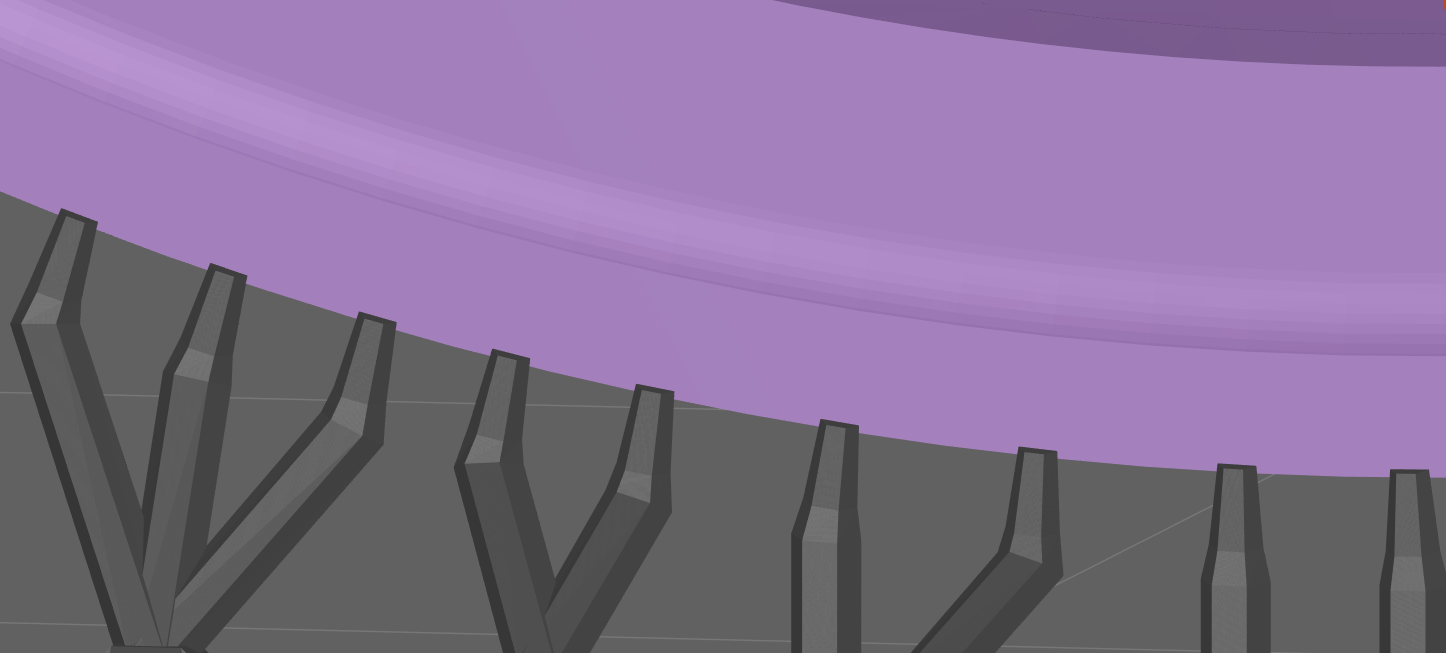
Modified support settings for tapered tips – Contact tip width = 0.5mm, Contact width = 0.7mm, Contact length = +1mm
Updated
Comments
0 comments
Please sign in to leave a comment.