Introduction
Scaling Factor (SF) is used to compensate linear shrinkage from the resin polymerization and warpage. Scaling factors are loaded into the .nxp for each resin and apply to X and Y directions only. The pre-set scaling factors are based on the validated workflow. Customers printing similar parts repetitively and concerned with precision, working with modified workflows, or looking to adjust fits between mating parts may improve outcomes by adjusting the scaling factors.
Accessing Scale Factor
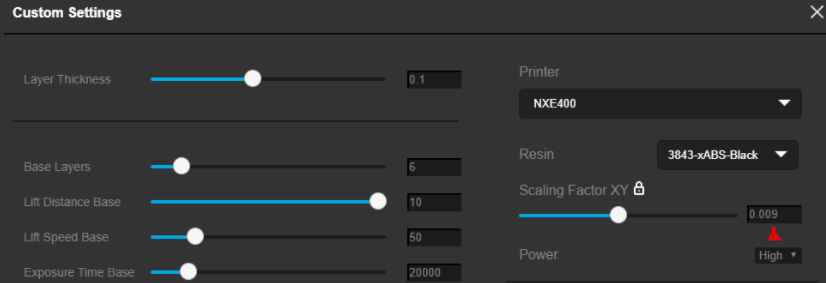
The scale factor can be modified in the Custom Settings Menu available with NexaX Pro licenses.
Normally X & Y factors should be the same, however they can be edited independently if desired. Note that the scale factors described on this page are applied during the slicing algorithm and different from any scaling applied to the models with the Transform tool. The scale factor is applied in addition to any model scaling and impacts also the supports. Models will print larger when scale factor is positive and includes only the fraction above unity (scale factor of .001 will make the sliced geometry 0.1% larger). Typically scaling factors are in the range .000 to .020.
Scaling factor = (Design Measurement/Real Measurement * (1 +current scaling factor)) - 1r
Pro users also have access to b-comp which is an edge offset applied to each layer perimeter to facilitate tuning fits without global part scaling.
For example, you printed a cylinder with a design size 10mm, and the real dimension after post process you measured the printed part with caliper is 9.95mm. Then the rough scaling factor will be:
(10/9.95 * (1+ 0.009)) - 1 = 0.014
Determining Scaling Factor for New Workflows or Resins
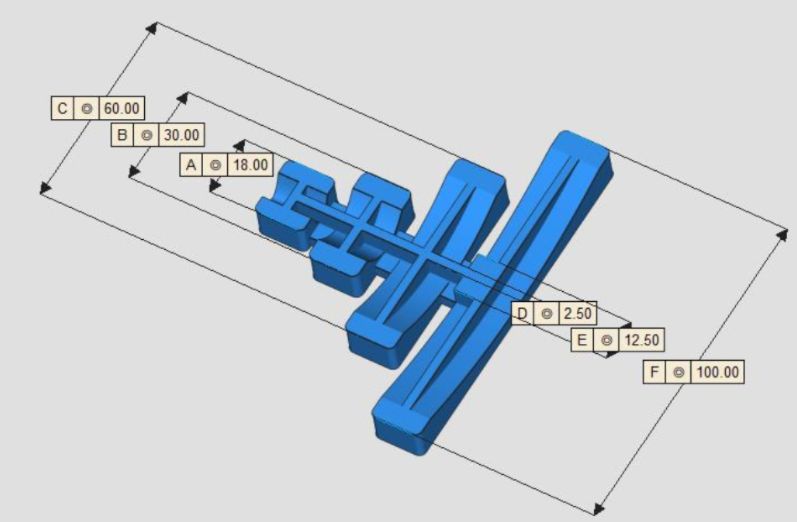
The artifacts 100mmTree-X.stl and 100mmTree-Y.stl attached to this article are the preferred method to determine the scale factors based on each workflow. They should be built directly on the build plate with 0 scaling factor in Nexa X.
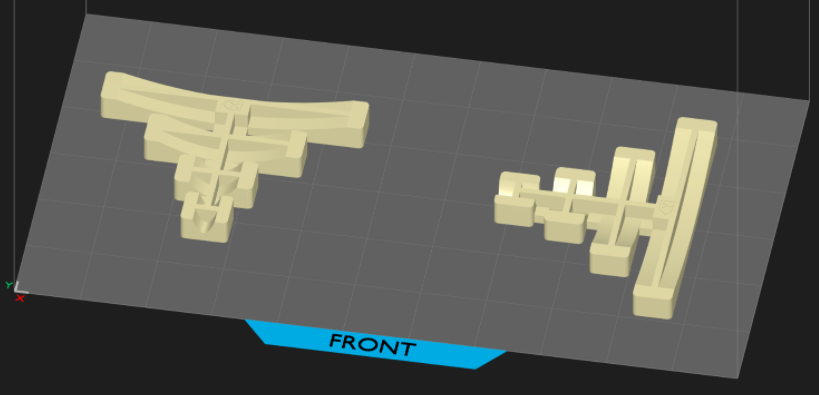
After printing the artifacts, remove them from the build plate and complete the post-process workflow (Washing, Post Cure and Post Bake if Needed). Let the part cool down to room temperature and measure each dimension 3 times with a caliper. Input the data into the excel sheet provided, there is one table for X and another for Y direction.
You will get the following information:
-
Plot Nominal vs. Error for each dimension
-
Slope of graph = scaling factor (linear shrinkage)
-
Y-intercept = linewidth (X/Y bleed *2)
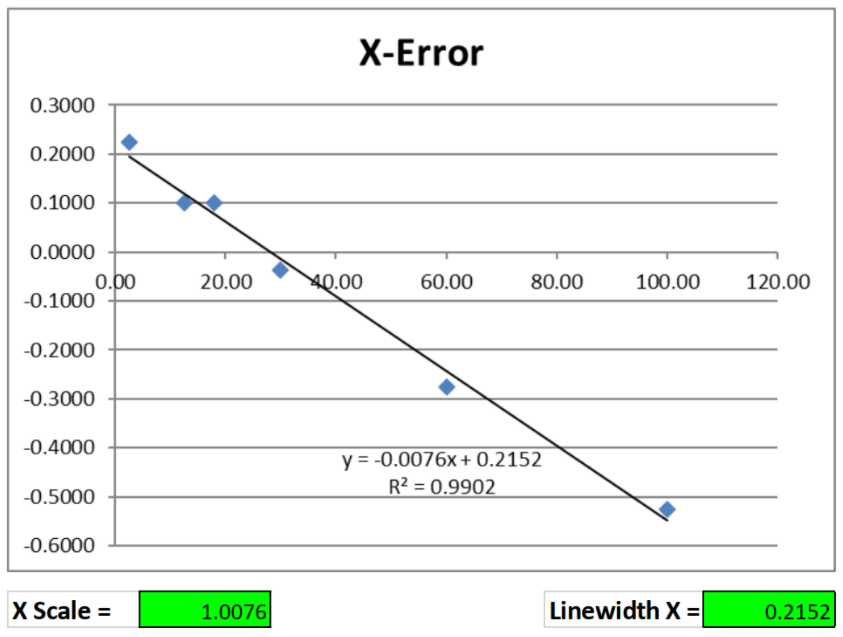
The new scaling factor will be the number you get plus 1, as a example if you get the scale = 1.0076 then enter factor 0.0076 into Nexa X. Results should be generally linear with R2 > 0.95, else it is recommended to remeasure or retest.
- Nexa3D 100mm Tree Shrinkage-BLANK.xlsx80 KB
- Nexa3D 100mmTree-Y.stl400 KB
- Nexa3D 100mmTree-X.stl900 KB
Updated
Comments
0 comments
Article is closed for comments.